Uses a mold of sand packed around a polystyrene foam pattern which vaporizes when molten metal is poured into mold
§Other names: lost‑foam process, lost pattern process, evaporative‑foam process, and full‑mold process
§Polystyrene foam pattern includes sprue, risers, gating system, and internal cores (if needed)
§Mold does not have to be opened into cope and drag sections


Figure
Expanded polystyrene casting process: pattern of polystyrene is coated with refractory compound;
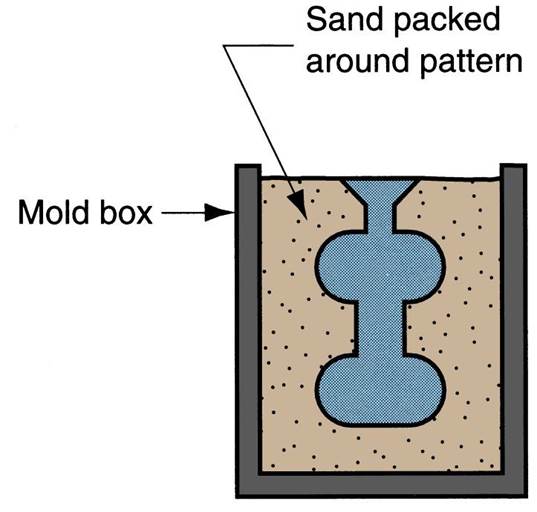 Figure Expanded polystyrene casting process: (2) foam pattern is placed in mold box, and sand is compacted around the pattern;
Figure Expanded polystyrene casting process: (2) foam pattern is placed in mold box, and sand is compacted around the pattern;

Figure 11.7 Expanded polystyrene casting process: (3) molten metal is poured into the portion of the pattern that forms the pouring cup and sprue. As the metal enters the mold, the polystyrene foam is vaporized ahead of the advancing liquid, thus the resulting mold cavity is filled.
Advantages and Disadvantages
§Advantages of expanded polystyrene process:
§Pattern need not be removed from the mold
§Simplifies and speeds mold‑making, because two mold halves are not required as in a conventional green‑sand mold
§Disadvantages:
§A new pattern is needed for every casting
§Economic justification of the process is highly dependent on cost of producing patterns
Expanded Polystyrene Process
§Applications:
§Mass production of castings for automobile engines
§ Automated and integrated manufacturing systems are used to
- Mold the polystyrene foam patterns and then
- Feed them to the downstream casting operation
Uses a mold of sand packed around a polystyrene foam pattern which vaporizes when molten metal is poured into mold
§Other names: lost‑foam process, lost pattern process, evaporative‑foam process, and full‑mold process
§Polystyrene foam pattern includes sprue, risers, gating system, and internal cores (if needed)
§Mold does not have to be opened into cope and drag sections
Expanded polystyrene casting process: pattern of polystyrene is coated with refractory compound;
Figure Expanded polystyrene casting process: (2) foam pattern is placed in mold box, and sand is compacted around the pattern;
Figure 11.7 Expanded polystyrene casting process: (3) molten metal is poured into the portion of the pattern that forms the pouring cup and sprue. As the metal enters the mold, the polystyrene foam is vaporized ahead of the advancing liquid, thus the resulting mold cavity is filled.
Advantages and Disadvantages
§Advantages of expanded polystyrene process:
§Pattern need not be removed from the mold
§Simplifies and speeds mold‑making, because two mold halves are not required as in a conventional green‑sand mold
§Disadvantages:
§A new pattern is needed for every casting
§Economic justification of the process is highly dependent on cost of producing patterns
Expanded Polystyrene Process
§Applications:
§Mass production of castings for automobile engines
§ Automated and integrated manufacturing systems are used to
- Mold the polystyrene foam patterns and then
- Feed them to the downstream casting operation
ليست هناك تعليقات:
إرسال تعليق